50.8X25.4X12.7銅殼鍍鎳電磁成形技術(shù)是一種非接觸成形工藝,其突出優(yōu)點一是加工成形工效高,二是常用于金屬與非金屬的連接,可取代粘接或焊接;其三是不耗脯助材料如潤滑油脂等,有利環(huán)境保護。
利用通電線圈產(chǎn)生的電磁力的電磁成形工藝,是目前頗有前途的另一種新型加工手段。電磁成形工藝原理圖,當(dāng)線圈通入交流電時。數(shù)微秒內(nèi)建立起磁場,使金屬工件是導(dǎo)電率強的銅鋁材質(zhì)感生出電流,感生出電流,感生電流又將受到磁場力作用,使工件產(chǎn)生張力與凹模吻合而成形。當(dāng)線圈在工件內(nèi)時,電磁力將使工件外張成形,屬當(dāng)前應(yīng)用較普遍的一種工藝;當(dāng)線圈平面平行于板件放置時,電磁力將使工件拉伸成形。
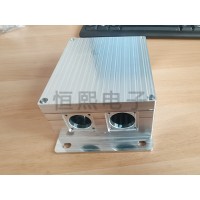
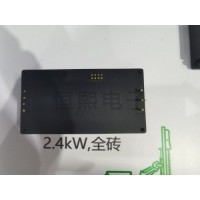
 電源模塊外殼產(chǎn)品中的基本參數(shù)與成形過程
其一、電源模塊外殼產(chǎn)品中的基本參數(shù)
電源模塊外殼產(chǎn)品中的基本參數(shù)是什么?開關(guān)
電源模塊外殼產(chǎn)品中的基本參數(shù)與成形過程
其一、電源模塊外殼產(chǎn)品中的基本參數(shù)
電源模塊外殼產(chǎn)品中的基本參數(shù)是什么?開關(guān)電源模塊外殼
包括手柄、鎖體、鎖舌、齒輪組件、齒條、壓板、卡定結(jié)構(gòu),鎖舌與齒條固定在一起,齒輪組件、與齒輪組件的傳動齒輪齒合在一起的齒條、卡定結(jié)構(gòu)設(shè)置在鎖體內(nèi)并通過壓板將它們固定在鎖體內(nèi),手柄與齒輪組件的傳動軸固定在一起,卡定結(jié)構(gòu)由設(shè)置在齒輪組件下真?zhèn)€四邊以上的多邊形塊、設(shè)置在多邊形塊前后兩側(cè)的異形彈簧片構(gòu)成。
其二、電源外殼成形過程中起皺產(chǎn)生的原因
電源外殼成形過程中常見的起皺質(zhì)量問題,模具的反復(fù)整改、維修造成使用壽命降低,停機時間劇增,產(chǎn)品的返工甚至報廢造成生產(chǎn)成本增加,因此探討電源外殼
沖壓件缺陷問題的產(chǎn)生和解決方法對提高產(chǎn)品的成形質(zhì)量和生產(chǎn)效率具有重要的實用價值。
起皺和疊料缺陷描述:由于板料厚度方向的尺寸和平面方向的尺寸相差較大,造成厚度方向不穩(wěn)定,當(dāng)平面方向的應(yīng)力達(dá)到確定程度時,厚度方向失穩(wěn),從而產(chǎn)生起皺現(xiàn)象。
起皺產(chǎn)生的原因:
⑴、材料堆積起皺,進入凹模腔內(nèi)材料過多,產(chǎn)生起皺。
⑵、失穩(wěn)起皺:1)、板料厚度方向的約束力弱,導(dǎo)致壓縮凸緣失穩(wěn)產(chǎn)生起皺;2)、在不均勻的拉深部位易出現(xiàn)受力不均,導(dǎo)致失穩(wěn)產(chǎn)生起皺。
⑶、制件R角過大,導(dǎo)致拉深過程中凸模無法壓住料、材料流動過快進而產(chǎn)生起皺。
⑷、制件壓料筋設(shè)置不合理,或者壓料筋過小,不能阻止材料過快的流動。
⑸、產(chǎn)品需要增加吸皺筋的地方未加吸皺筋,或者吸皺筋過小,進而導(dǎo)致制件在拉深過程中起皺。
⑹、上、下模之間的間隙過大,導(dǎo)致制件在拉深過程中模具無法壓住料,產(chǎn)生起皺。
滄州恒熙電子有限責(zé)任公司
(http://www.hengxidianzi.com
)主營多種不同型號的晶振外殼
、電源外殼
、金屬封裝外殼
,配備鍍金、鍍鎳、鍍錫、電泳漆、陽極氧化等表面處理加工車間、全部實現(xiàn)本廠自主生產(chǎn)加工能、縮短交期等問題。產(chǎn)品遠(yuǎn)銷北京、上海、廣州、深圳、西安、等地。