|
公司基本資料信息
|
|||||||||||||||||||||||||||||||||
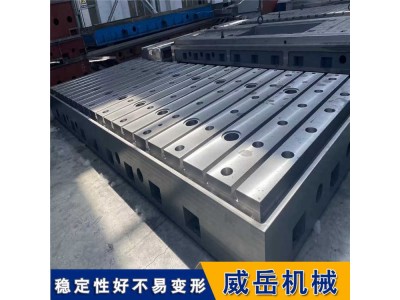
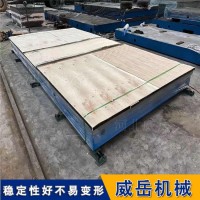
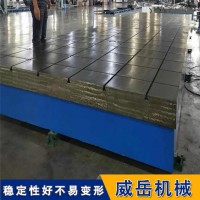
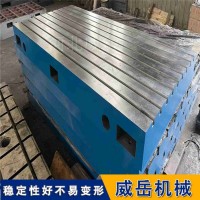
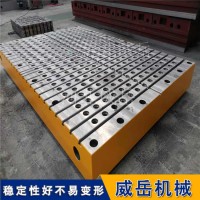
型槽試驗平臺在實施鑄造過程中一定不可缺少的流程就是清砂,清砂過程需要配合T型槽試驗平臺的挖掘進行,清砂有兩種方式人工清砂和拋丸清砂,按照這兩種方式規范操作都可將T型槽試驗平臺清理干凈
一、人工清砂
清砂的工作場地應經常灑水,保持濕法作業。清砂人員要本著先急后緩的原則,對每爐鑄件進行清理。清理鑄件時,應首先檢查T型槽試驗平臺表面有沒有嚴重問題如有嚴重問題是,但又不能自行判斷的鑄件清理后是否報廢的,應該及時上報工長和檢驗員處理。清砂時不應損傷鑄件邊緣、棱角,薄壁件不能用大錘敲打。清理大、中型鑄件時,應放置穩固。翻轉時,吊鉤應掛牢,并應墊廢軟胎或方木塊,避免碰撞。
清理澆冒口時應注意:錘頭應安裝牢固,錘擊方向應正確,避免鑄件缺肉損傷;避開周圍人員,以免誤傷;對于敲掉或錘擊時易帶肉的澆冒口,應用風鏟或切割機在根部割除槽口,再進行敲擊;打落的澆冒口按材質分別堆放到特定的地點。
二、拋丸清砂
T型槽試驗平臺進行拋丸清理的好溫度好是接近環境溫度,但每家鑄造廠的冷卻時間不盡相同,因此T型槽試驗平臺鑄件進入拋丸室的溫度差別也很大。因此拋丸機在設計時,應考慮到用戶生產可能的高溫度,假設客戶需要對如此端高溫的鑄件進行清理,設計的拋丸機就符合這樣的要求,如此才能減少日后的維修,停機和其他包括操作隱患等問題。
這些高溫作業還會對設備維護提出特殊要求,熱的零件,熱的機器加之熱的磨料,對于設備維修、操作均是個挑戰.在這樣生產情況下,軸承的潤滑、輸送帶設計、易損件材料組成、通風和控制系統經常都需要換。鏈條和其他非燃材料替代了橡膠密封、幕簾和履帶。因此,高溫鑄件會影響拋丸設備的選擇,適宜的設備才能滿足清理、生產和減少維護要求。
因此拋丸機在設計時,應考慮到用戶生產可能的溫度,假設客戶需要對如此高溫的鑄件進行清理,設計的拋丸機就須符合這樣的要求,如此才能減少日后的維修,停機和其他包括操作隱患等問題。一般鑄造廠用的拋丸機可http://www.chinaweiyue.com/處理表面溫度高度100°C左右的鑄件。在這樣的溫度下,就不適宜用橡膠履帶輸送式拋丸機,而要選擇用鋼履帶式或錳鋼履帶輸送式拋丸機。在高的溫度,如高達175°C,時,就須輔以特別耐高溫的密封,幕簾和提升機履帶。

聯系人:銷售部衛經理 15533753786竭誠為您服務!
詳詢可登陸我們的官網:http://www.chinaweiyue.com/